Library




What caused the December 3, 1984, mass killing of at least 3800 people at Bhopal?
The answer to the question is ‘Leakage of 40 tons of Methyl Isocyanate (MIC) gas at the Union Carbide India Limited, Bhopal, India’.
Taking into account the severity of the mishap, let us consider the reasons behind this unwanted event.
Three subterranean liquid MIC storage tanks were located within the processing facility. As per safety regulations, with each tank being pressurized with nitrogen, no tank should be filled more than 50% with liquid MIC.
Early in December 1984, the majority of the plant’s MIC-related safety systems were not working properly, and numerous lines and valves were in disrepair.
During the late evening hours of December 2nd, water was believed to have entered the MIC storage tank via a side pipe during attempts to unclog it.
The introduction of water in the tank resulted in a runaway exothermic reaction, which was accelerated by contaminants, high ambient temperatures, and various other factors such as the presence of iron from corroding non-stainless steel pipelines.
Moreover, in January 1982, the refrigeration system intended to cool the liquid MIC tanks was discarded, along with the alarm system.
A flare tower to burn the MIC gas as it escaped, which had a connecting pipe removed for maintenance, was not sized to neutralize such a leak from the liquid MIC storage tank.
A vent gas scrubber which had been deactivated at the time and was in ‘standby’ mode, similarly had insufficient caustic soda and power to safely stop a leak of the magnitude produced.
3800 lives were lost as a result of these malfunctions, with some still suffering from the chronic effects.
The Bhopal gas tragedy had profound and far-reaching effects, both immediate and long-term, on the affected population, the environment, and industrial safety awareness.
Some of the key effects of the Bhopal gas tragedy are:
- Loss of life and health consequences
- Environmental impact
- Legal and financial consequences
- Increased awareness of industrial safety
- Ongoing health and environmental challenges
The Bhopal gas tragedy is still a sad chapter in industrial history and a sobering reminder of the terrible outcomes that can come from carelessness, subpar safety procedures, and insufficient laws governing the chemical industry.
It has played a crucial role in shaping discussions on industrial safety, environmental responsibility, and corporate ethics.
I hope this was useful to you. Please do share this with your friends.
Take care.
The Port of Beirut witnessed over 218 fatalities on August 4, 2020. Do you want to know how to prevent it?
On August 4, 2020, a massive explosion shook Beirut.
It is regarded as one of the strongest artificial non-nuclear explosions in history. It was recorded by the US Geological Survey as a seismic event of magnitude 3.3.
The explosion happened when 2,750 tons of ammonium nitrate, which had been kept in subpar circumstances in the Beirut Port region for 6 years, accidentally caught fire.
The ammonium nitrate, commonly used to make fertilizer and explosives, arrived in Beirut in 2013 on a Moldova-flagged ship making its way from Georgia to Mozambique.
The Rhosus merchant vessel, owned by a Russian businessman, was forced to dock in Beirut after facing technical problems at sea.
The ship was subsequently impounded by the Lebanese authorities for failing to pay port fees. In 2014, the ship’s cargo was eventually unloaded and stored in a warehouse in the port.
In the years that followed a number of safety warnings were sent to multiple high-level officials but nothing was done.
Workers at the facility were welding a door on August 4, 2020, which created a possible source of ignition and caused 2750 tons of ammonium nitrate to explode.
This could have been avoided, if they had followed following guidelines.
- Storage buildings should have adequate ventilation.
- Flooring in storage and handling areas shall be noncombustible material or protected against impregnation by ammonium nitrate.
- Flooring shall be without open drains, traps, tunnels, pits, or pockets into which any molten ammonium nitrate could flow and be confined in the event of fire.
- To prevent hot spots and possible thermal decomposition, the average temperature within any ammonium nitrate container cannot exceed 54°C.
- Due to the corrosive and reactive properties of ammonium nitrate, and to avoid contamination, galvanized iron, copper, lead, and zinc shall not be used in a bin construction unless suitably protected.
- Not more than 2,500 tons of bagged ammonium nitrate shall be stored in a building or structure not equipped with an automatic sprinkler system.
I hope this was useful to you. Please do share this with your friends.
Take care.
Ajay S. Satpute
On April 26, 1986, at Chernobyl, Ukraine, what caused the immediate deaths of 31 people?
The answer to the question is the ‘Chernobyl Nuclear Disaster’.
On that fateful day, the power plant’s reactor number 4 experienced a catastrophic explosion.
It revealed the core and flung radioactive material clouds over the neighborhood as an unpredictably large fire blazed.
The accident occurred during an experiment to test a way of cooling the core of the reactor in an emergency.
Several circumstances played a part in the unfortunate incident. These are;
- Design flaws – One of the reactor’s intrinsic design problems was a positive void coefficient. This indicates that the coolant’s ability to slow down nuclear reactions decreased when it changed to steam, which caused the reactor’s power to increase quickly.
- Control Rod Design – The control rods in the reactor had graphite tips, which initially increased reactivity when they were inserted into the reactor. This design flaw exacerbated the power surge during the test.
- Operator error – The reactor was being tested to mimic a power outage, which was the direct cause of the disaster. Reactor power dropped too low due to a miscommunication and several operator errors and attempts to restore it resulted in an abrupt power surge.
- Inadequate safety features – The reactor lacked certain safety features, such as a containment structure to prevent the release of radioactive materials in case of a major accident.
- Lack of safety culture – There was a lack of a strong safety culture within the Soviet nuclear industry at the time. Operators were not adequately trained, and safety protocols were not followed.
The combination of these factors resulted in a massive explosion and the release of a significant amount of radioactive material into the atmosphere.
The consequences of the Chernobyl disaster had significant impacts on the environment, human health, and the environment. Some of the key consequences include:
- Immediate Health Impact – The plant explosion and fire resulted in 31 deaths from radiation sickness, causing immediate health effects for emergency response workers and firefighters.
- Evacuation and Relocation – Following the accident, the town of Pripyat, home to plant workers and their families, was evacuated, resulting in the displacement of thousands of people.
- Long-Term Health Effects – The release of radioactive isotopes led to long-term health effects, including increased thyroid cancer rates, leukemia, and other cancers, especially in children.
- Environmental Contamination – The Chernobyl plant’s vicinity was contaminated with radioactive materials, causing long-lasting environmental damage due to the absorption and retention of these contaminants in soil, water, and vegetation.
- Wildlife Impact – The radiation significantly impacted local flora and fauna, causing mutations and reproductive abnormalities. However, the exclusion zone around Chernobyl became a unique wildlife sanctuary.
The Chernobyl disaster serves as a stark reminder of the potential risks associated with nuclear energy and the importance of rigorous safety measures in the operation of nuclear power plants.
I hope this was useful to you. Please do share this with your friends.
Take care.
Ajay S. Satpute
The most of the industrial accidents in India happen because of our notorious “jugaad culture”. We tend to go directly to Plan B, even before trying out Plan A.
This very fact led to the death of 6 people at Sachin, Gujarat, India on January 6, 2022?
Do you want to know how?
In the wee hours of January 6, 2022, Sodium Hydrosulphite gas leaked from a tanker placed in Sachin, GIDC.
It was reported that the driver of the tanker was illegally dumping the chemical waste in the drain which resulted in the gas leak.
Considering the consequences of the above incident, safety rules need to be adhered to when disposing chemicals.
In India, the disposal of chemicals is typically governed by a combination of national and state-level regulations.
The handling, transportation, and disposal of hazardous chemicals are subject to laws and guidelines to ensure environmental protection and public safety.
Some of the key aspects are:
- Categorization of Hazardous Waste – The rules classify hazardous wastes into different categories, and generators are required to identify, segregate, and manage these wastes accordingly.
- Authorization for generators and facilities – Industries generating hazardous waste, including those dealing with chemicals, are required to obtain authorization from the Pollution Control Committee. Facilities involved in the treatment, disposal, or recycling of hazardous waste also need authorization.
- Storage and Transport – Guidelines are provided for the safe storage, transportation, and handling of hazardous waste. Temporary storage facilities must comply with specified standards to prevent environmental and health hazards.
- Treatment and Disposal – The rules outline the methods for treatment and disposal of hazardous waste. Facilities involved in these activities must meet prescribed standards to minimize environmental impact.
- Responsibility of Producers – The rules emphasize the principle of “extended producer responsibility,” meaning that producers of hazardous waste are responsible for its proper management throughout its lifecycle, from generation to final disposal.
- Penalties for Non–Compliance – Non-compliance with the rules can result in penalties, fines, or other legal actions.
At some point, we must let go this “Chalta hai” attitude. This will make us and everyone else safe.
I hope this was useful to you. Please do share this with your friends.
Take care.
Ajay S. Satpute
Do you know, What the people of Vizag experienced when they awoke on May 7, 2020?
Hi, I’m Ajay. I have authored two best-selling Chemical Engineering Books.
The answer to the question is ‘Styrene Vapors’.
On the wee hours of May 7th,2020, an accident of uncontrolled release of Styrene vapor occurred at LG Polymers India Pvt. Ltd. in Vizag from one of the Styrene storage tanks.
A temperature rise of 153.7 °C and corresponding pressure of 1.25 atm developed in the tank on the wee hours, causing the uncontrolled styrene vapors release due to limited size vents.
The styrene vapors dispersed across the plant grounds, affecting 5 towns and resulting in the deaths of 12 people and the hospitalization of about 600 others.
Let’s focus on the key factors that played a significant role in causing the catastrophic accident.
First is the inadequate tank design and process operation.
- Irregular periodical cleaning of the styrene storage tanks resulted in the accumulation of styrene polymer on the rooftop.
- Lined carbon steel tanks were intended for storing styrene monomer, but unlined mild steel tanks were used, potentially causing rust formation and initiating styrene polymerization.
- Since the styrene tank had been used past its intended life span, neither a mechanical integrity evaluation study nor a life extension program had been conducted on the tank by the plant.
- The tank lacked both a cryogenic system for condensing styrene vapors that could be collected separately and a flare system for burning the vapors to produce carbon dioxide.
- LG Polymers’ management altered the recirculation circuit’s suction and discharge line designs without conducting a HAZOP analysis, disregarding the potential accident risk.
Second is the method for measuring and controlling tank temperature.
- Only the bottom of the tank had an RTD installed; with the intermediate and upper zones unmeasured.
- There is no evidence in the literature to support the company’s management’s Standard Operating Procedure, which calls for keeping the temperature below 35 °C.
- Under no circumstances should the temperature of styrene in the whole tank exceed 25 °C according to the standard guidelines for styrene storage.
- Styrene vaporizes at higher temperatures, necessitating the deployment of an appropriate refrigeration and recirculation system. However, the modified refrigeration and recirculation system, provided for inadequate refrigeration time and poor circulation.
Another reason for the temperature rise is thermal radical polymerization.
- The TBC inhibitor’s effectiveness was compromised when the temperature in the upper zone of the styrene storage tank exceeded 35 °C, causing thermal radical polymerization and temperature rise.
In a chemical plant, errors could have disastrous consequences, but they also present a wonderful chance to learn from past mistakes and create new protocols, practices, and management systems.
I hope this was useful to you Please do share this with your friends.
Take care.
For what reason did 165 crew members perish on Piper Alpha?
Hi, I’m Ajay. I have authored two best-selling Chemical Engineering books.
The answer to the question is operations mismanagement.
For the 226 crew members aboard the Piper Alpha, July 6, 1988, was an ordinary day until an explosion claimed 165 lives.
Regarded as ‘The world’s deadliest offshore oil disaster’, let us first ponder over the actual accident.
The Piper Alpha platform, originally an oil platform, was transformed in 1978 into a significant gas processing and gathering hub.
The modified facility handled significant volumes of high-pressure gas from Tartan & Claymore platforms.
The disaster began with a routine maintenance procedure.
On July 6th, the condensate pump A in the processing area required a PSV-A check and demounting.
The condensate pump A was isolated and the PSV-A demounted for maintenance, but the job was not completed by the shift end, and the open pipe was secured with a blind flange.
The operating condensate pump B failed later in the evening during the following work shift.
The operators attempted to restart production by removing electrical isolation and starting the condensate pump A, but were unaware that the PSV-A on the line linked to the backup pump had been removed.
The blind flange began leaking hydrocarbon vapor at high pressure shortly after the condensate pump A was restarted.
When the vapor cloud came into contact with an ignition source, it blew through the firewalls.
As the fire grew, it damaged a few oil pipelines and soon enormous amounts of oil that had been stored was burning uncontrollably.
The automatic deluge system, intended to contain or extinguish fires, was never activated due to its turn-off to protect divers working near the water inlets.
The accommodation module was not smoke-proofed. Despite the dire conditions, some individuals decided to escape the station, but were blocked by smoke and flames.
The tragic loss of 165 lives was a result of this.
The Piper Alpha disaster highlights the perils of an imbalanced prioritization of production over safety.
To prevent similar disasters, the following measures should be prioritized:
- Enhanced communication and coordination
- Strengthened safety culture and training
- Rigorous maintenance practices
- Effective emergency response systems
- Assimilation of information and generation of new knowledge
The Piper Alpha disaster underscored the need for robust safety measures in the oil and gas industry, highlighting gaps and weaknesses that need to be addressed.
I hope this was useful to you. Please do share this with your friends.
Take care.
Was it a pleasant morning at the Marathon Refinery, Louisiana on August 25, 2023?
Hi, I’m Ajay. I have authored two best-selling Chemical Engineering books.
The answer is NO.
Engineers at the Marathon Refinery awoke in the morning to a fire at the naphtha storage tanks.
The storage tank containing naphtha leaked and ignited, sending fireballs and massive plumes of smoke high into the morning sky.
With no casualties reported and the cause of leakage and ignition to be investigated, let us scrutinize the probable cause for the accident.
Let’s first consider what caused the naphtha to leak from the storage tank.
Operational errors like a drain valve left open, a tank overfilled, or emptying tankers inadvertently moved could be the first probable cause.
The second cause could be equipment/instrument failure like discharge valve rupture, relief valve failure with the valve in open condition, and level and leak detector failure.
Another likely reason for a leak in a tank could be poor tank fabrication and corrosion.
A further potential cause of the leak could be naphtha leaking from the pump and related pipework.
Now that we are aware of the likely reasons for leakage, let’s discuss the possible ignition sources for the accident.
Electric sparks from electrical circuits, motors, or switches are one potential fire source.
Hot works like welding, cutting, and grinding can cause flammable vapor to ignite.
Another potential factor is the buildup of static charges as a result of inadequate grounding.
Unavoidable chemical reactions leading to auto-ignition could be another possible cause to look for.
By investigating the events leading to the cause of an accident, we the ‘Process Engineers’ can identify the root cause for the non-favorable event.
I hope this was useful to you. Please do share this with your friends.
Take care.
Why did the tanker carrying nitrogen gas blow up on September 23, 2023, at the Century Rayon Factory in Maharashtra?
Hi, I’m Ajay. I have authored two best-selling Chemical Engineering books.
The tanker carrying nitrogen gas, intended for carbon disulfide filling, suffered a catastrophic explosion during an inspection.
Due to the high flammability of carbon disulfide, a tanker inspection was performed before carbon disulfide could be filled.
The inspection was going on with nitrogen gas processing, when the tanker exploded leaving 2 people dead, 2 personnel missing, and 5 seriously injured.
Let’s first consider the possible causes leading to tanker explosion.
The first likely cause could be over-pressurization as a result of pressure relief valve failure or inadequate sizing.
The second cause could be faulty instruments like pressure gauges, used during inspection, leading to unintended pressurization of the tank.
A further potential cause of the explosion could be the failure to follow safety protocols during loading, unloading, or transportation.
Now that we are aware of the likely reasons for the explosion, let’s discuss the key safety measures to ensure during a nitrogen gas tanker inspection.
Ensuring every plant personnel has received safety training is the first key in the safety course of action.
The second safety requirement is to make sure the inspection area has enough ventilation to prevent the buildup of harmful gases.
To take prompt action in the event of a leak or rise in gas concentration, gas detectors are to be installed.
Make sure the inspection location is away from people and vehicles. To demarcate the inspection zone and restrict access, use barriers or warning signs.
By looking at the circumstances leading up to an accident, we “Process Engineers” can identify the actual cause and, with guaranteed safety, these unwelcomed incidents can be avoided.
I hope this was useful to you. Please do share this with your friends.
Take care.
Inquisitive Chemical Process Engineers can explore the incident by visiting the link below.
Aspen HYSYS is a versatile process simulation software that is widely used in various industries such as oil and gas, chemical, and pharmaceuticals. It is a powerful tool that requires a deep understanding of process engineering principles and hands-on experience with the software. Taking an Aspen HYSYS online course can be a great way to enhance your skills and advance your career. In this blog, we will discuss the versatility of Aspen HYSYS and why it is important to take an Aspen HYSYS course. We will also explain what makes Converge Engineering Pvt. Ltd. the best choice for Aspen HYSYS online courses.
Understanding Aspen HYSYS
Aspen HYSYS, developed by Aspen Technology, is an industry-leading process simulation software used by engineers worldwide. It enables professionals to create detailed process models, analyze system behavior, and optimize processes. With its vast array of features, Aspen HYSYS helps engineers make informed decisions that improve efficiency, reduce costs, and enhance productivity.
The Versatility of Aspen HYSYS
Aspen HYSYS is a versatile process simulation software that can be used for various applications. Here are some of the applications of Aspen HYSYS:
Steady-state process simulation: Aspen HYSYS is primarily used for steady-state process simulation and is well-suited for conceptual design and optimization studies. It excels in analyzing and optimizing large-scale, continuous processes with a high degree of complexity.
Dynamic process simulation: Aspen HYSYS is specifically designed for dynamic and rigorous process simulation. It offers more advanced features for detailed modeling of chemical reactions, phase equilibrium calculations, and comprehensive heat and mass balance analysis.
Sustainability applications: Aspen HYSYS offers sustainability applications that assist with emission control, carbon capture, and sustainable manufacturing.
Teaching modules: Aspen HYSYS, a powerful process simulation software, offers an extensive range of teaching modules that are designed to provide in-depth knowledge on various topics such as thermodynamics, process modeling, and simulation. These modules are designed to help users understand the complex concepts involved in process engineering and equip them with the skills required to solve real-world problems in the industry. With Aspen HYSYS teaching modules, users can learn to simulate and optimize chemical processes, analyze data, and design equipment with ease.
Why Aspen HYSYS Training is Important:
Aspen HYSYS is a complex software that requires a deep understanding of process engineering principles. Without proper training, it can be difficult to use the software effectively and efficiently. Moreover, Aspen HYSYS is constantly evolving, with new features and capabilities being added all the time. Therefore, it is crucial to keep up-to-date with the latest software developments to take full advantage of its potential. Taking an Aspen HYSYS online course can help you:
- Learn the fundamentals of process design engineering and how they apply to Aspen HYSYS
- Understand the key features and capabilities of Aspen HYSYS
- Develop hands-on experience with the software
- Learn how to troubleshoot common problems and optimize your processes
- Stay up-to-date with the latest developments in the software
What Makes Us the Best Choice for Aspen HYSYS Online Courses
At Converge Engineering Pvt. Ltd., we are committed to providing the best Aspen HYSYS online courses for engineers. Here are some of the reasons why we are the best choice for Aspen HYSYS training:
- Experienced Instructors: Our instructors are highly experienced process engineers with years of experience using Aspen HYSYS. They have a deep understanding of the software and can provide you with valuable insights and tips.
- Comprehensive Curriculum: Our courses are designed to provide you with a comprehensive understanding of Aspen HYSYS, as well as the underlying principles of process engineering. We cover everything from the basics to advanced topics, depending on your level of expertise.
- Hands-on Experience: We believe that the best way to learn Aspen HYSYS is by doing. That’s why our courses include hands-on exercises and projects so you can develop practical skills and experience with the software.
- Flexible Schedule: We understand that our students have busy schedules. That’s why we offer flexible scheduling options, so you can learn at your own pace and on your own schedule.
- Affordable Pricing: We believe high-quality Aspen HYSYS training should be accessible to everyone. That’s why we offer our courses at affordable prices without compromising quality.
Conclusion:
In summary, mastering Aspen HYSYS is a strategic investment in your engineering career, promising substantial returns. The software’s adaptability and widespread use across diverse industries make it an essential skill for both aspiring and seasoned engineers alike. Aspen HYSYS training serves as the catalyst for unlocking the full potential of this robust tool, equipping you with the efficiency, optimization prowess, and troubleshooting abilities crucial for excelling in the competitive realm of process engineering.
When it comes to selecting the optimal Aspen HYSYS online courses, Converge Engineering Pvt. Ltd. emerges as the preeminent choice. Our dedication to industry expertise, tailored training, flexibility, certification, and support.
Choosing CEPL, a renowned Engineering Consulting Service, for your Aspen HYSYS training means embarking on a transformative journey that enhances your skills and sets you apart in the engineering field. Our team of seasoned instructors is committed to navigating you through the intricacies of Aspen HYSYS, providing practical knowledge and real-world insights that extend beyond theoretical understanding.
Invest in your professional development with CEPL’s Aspen HYSYS online courses, taking the next stride toward becoming a proficient and sought-after engineer in the dynamic world of process engineering. Your success commences with the right training, and at CEPL, we are dedicated to empowering you on your journey to excellence.
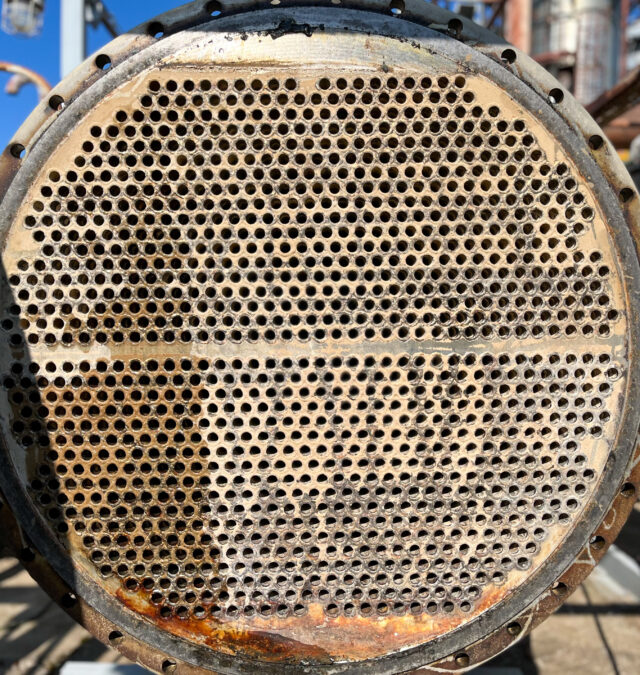
The global oil and gas industry is a cornerstone of the modern world, supplying energy and raw materials for countless sectors and powering our economies. In an era of increasing demand, fluctuating prices, and mounting environmental concerns, the oil and gas sector faces significant challenges. One of the key strategies to address these challenges is the utilization of process simulation and modeling. This technology has revolutionized the way oil and gas facilities operate and has far-reaching implications for optimizing their performance worldwide.
The Oil and Gas Industry: A Complex Ecosystem
Before delving into the role of process simulation and modeling, it’s essential to understand the intricate nature of the oil and gas industry. This sector is characterized by a web of operations, including exploration, drilling, extraction, transportation, and refining. Each step in this chain is accompanied by its unique set of challenges, from identifying new reserves to transporting oil and gas across vast distances. In this context, achieving operational efficiency is a constant struggle.
The Challenges Faced by Oil and Gas Facilities:
- Fluctuating Oil Prices: Oil prices often change a lot and can be unpredictable. The slightest geopolitical event or economic indicator can send prices on a rollercoaster ride. This volatility impacts the profitability of oil and gas facilities, which must adapt quickly to changing market conditions.
- Environmental Concerns: As the world becomes more conscious of climate change and environmental impacts, the oil and gas industry faces increased scrutiny. Reducing emissions, minimizing environmental damage, and operating more sustainably are paramount concerns.
- Aging Infrastructure: Many oil and gas facilities are aging, leading to inefficiencies and maintenance challenges. Modernizing these facilities is a costly and complex endeavour.
- Operational Safety: The oil and gas sector has one of the highest safety standards in the world. Ensuring the safety of personnel and the integrity of facilities is non-negotiable.
- Resource Management: Efficiently extracting and utilizing resources is crucial. This involves optimizing processes to ensure minimal waste and maximum resource recovery.
The Role of Process Simulation and Modeling:
Process simulation and modeling offer a powerful toolset for addressing these challenges. These technologies involve creating computer-based representations of real-world processes, enabling a deeper understanding of how a facility operates and how it can be improved. Here’s how process simulation and modeling impact the oil and gas industry:
- Predictive Analytics: In the oil and gas sector, accurate predictions are invaluable. Process simulation and modeling allow companies to forecast performance, which helps in planning and decision-making. For instance, reservoir simulation predicts the behavior of underground oil and gas reservoirs, aiding in efficient extraction.
- Risk Mitigation: Process simulation can be used to model various scenarios and assess potential risks. This helps in identifying vulnerabilities and designing safeguards, thereby enhancing safety and environmental protection.
- Efficiency Improvement: By modeling various processes, companies can identify bottlenecks, inefficiencies, and energy losses. This information enables targeted improvements in operations, leading to reduced costs and increased profitability.
- Environmental Impact Assessment: Simulation and modeling tools are crucial for evaluating the environmental impact of oil and gas operations. They allow companies to experiment with different approaches to minimize emissions and reduce their ecological footprint.
- Resource Optimization: Efficient resource management is essential for sustainability. Process simulation helps in managing resources more effectively, including water usage, energy consumption, and waste disposal.
- Design and Planning: Before constructing new facilities, oil and gas companies can use modeling to optimize the design, layout, and equipment selection. This helps reduce capital costs and ensures that the facility operates efficiently from day one.
- Training and Education: Simulators are essential for personnel training as well. Operator Training Simulator software enhance operational safety and lowers the risk of accidents by offering a secure learning and practice environment.
Practical Applications of Process Simulation and Modeling
To understand the impact of process simulation and modeling, let’s explore some practical applications within the oil and gas industry:
- Reservoir Simulation: Reservoir simulation is a fundamental aspect of the upstream segment of the oil and gas industry. It involves creating numerical models of underground reservoirs, which are then used to predict how oil and gas will flow through the reservoir over time. By simulating different extraction strategies, engineers can optimize production rates and recovery, which is essential in a world where easily accessible reserves are depleting.
- Drilling Operations: In drilling, simulations are crucial in training personnel and optimizing drilling techniques. They help operators to practice in a controlled environment, minimizing the risk of accidents. Additionally, drilling simulations enable the development of more efficient drilling methods, reducing costs and environmental impact.
- Refinery Operations: Refineries are the heart of the downstream segment, where crude oil is processed into various petroleum products. Simulation is used to model the various processes involved in refining, including distillation, cracking, and catalytic conversion. These models help optimize energy consumption, minimize waste, and meet product specifications efficiently.
- Transportation and Logistics: The transportation of oil and gas is a complex and expensive task. Simulation helps logistics companies optimize transportation routes, scheduling, and storage strategies, which can reduce operational costs and enhance safety.
- Environmental Impact Assessment: To address growing environmental concerns, oil and gas industries use process simulation to assess the impact of their operations. This includes modeling emissions, water usage, and potential spill scenarios. By understanding these factors, companies can develop strategies to reduce their environmental footprint.
- Facility Design and Layout: Before constructing new facilities, companies can create detailed models of the proposed design. This allows them to assess the feasibility and efficiency of the design, ensuring that the facility can operate optimally from the outset.
The Future of Process Simulation and Modeling in Oil & Gas Industry
As technology continues to advance, the future of process simulation and modeling in the oil and gas industry looks promising. Here are some key developments to watch for:
- Advanced Data Analytics: With the source of big data and machine learning, the oil and gas industry will increasingly harness these technologies to improve simulations. This will result in more accurate predictions, better optimization, and a deeper understanding of complex systems.
- Digital Twins: The concept of digital twins involves creating a virtual replica of an entire facility or operation. This twin can be continuously updated with real-time data, allowing for constant monitoring and optimization. It has the potential to revolutionize maintenance, improve efficiency, and enhance safety.
- Sustainability: As the world moves towards cleaner and more sustainable energy sources, process simulation and modeling will play a pivotal role in helping the oil and gas industry transition. These tools will enable companies to find ways to reduce emissions, increase energy efficiency, and explore new, more sustainable technologies.
Conclusion
In summary, process simulation and modeling have emerged as crucial tools in the oil and gas industry’s pursuit of a more efficient, safer, and environmentally sustainable future. These technologies, supported by the expertise of process simulation consultants, don’t merely optimize processes; they serve as a guiding beacon.
To navigate the dynamic and ever-changing landscape of the industry, oil and gas companies worldwide are increasingly seeking the expertise of oil and gas industry consulting services. These services provide valuable insights, strategic direction, and vital support, helping companies align their operations with industry best practices.
Additionally, the teamwork of process simulation experts and engineering consultants is leading the way in changing how the industry works. They work together to predict and handle problems, make operations more efficient, use resources better, and address environmental issues. This partnership ensures that the oil and gas industry stays important in the world’s economy for a long time.
As we step into a new time with new challenges and chances, one thing is very clear: the ongoing improvements in process simulation and modeling, with the help of industry professionals, will shape the future of the oil and gas industry, making it not only more profitable but also kinder to the environment and able to last a long time.
For any inquiries or to explore engineering consulting services in the Oil & gas, Chemicals, Energy, Utilities, Fertilizers, Iron & Steel, and Pulp & paper industries, please don’t hesitate to contact Converge Engineering Pvt. Ltd. Our team of experts is here to assist you in navigating the challenges and opportunities of this ever-evolving industry. We look forward to partnering with you on your journey towards a more efficient, sustainable, and prosperous future.
In today’s rapidly evolving business landscape, staying ahead requires a combination of innovation, expertise, and strategic planning. For many industries, this means turning to specialized engineering consulting services to navigate complex challenges and drive sustainable growth. In this article, we’ll delve into the world of Engineering Consulting Services, exploring their significance and how they can be a game-changer for businesses.
Understanding Specialized Engineering Consulting Services:
Engineering Consulting Services encompass a broad spectrum of specialized assistance seasoned professionals provide to businesses in various sectors. Whether it’s civil engineering, mechanical engineering, electrical engineering, or any other field, these services offer invaluable insights and solutions. They act as a bridge between challenges and success, providing a tailored approach to address specific needs.
The Key Components:
- Expertise: Engineering consultants bring in-depth knowledge and experience to the table. Their expertise spans various domains, enabling them to analyze complex situations and devise effective strategies.
- Problem Solving: Businesses often encounter unique challenges that demand innovative solutions. Specialized engineering consulting services excel in problem-solving, offering a fresh perspective and creative ideas to overcome obstacles.
- Efficiency Optimization: Consultants identify inefficiencies in existing processes and systems, proposing enhancements that increase productivity and cost-effectiveness.
- Risk Management: Every project involves some level of risk. Engineering consultants are skilled in risk assessment and mitigation, minimizing the likelihood of disruptions.
The Role of Specialization
Specialization is the hallmark of excellence in the world of engineering consulting. It ensures that businesses receive targeted solutions tailored to their industry and challenges. This focused approach allows consultants to delve deeply into the intricacies of a particular field, offering unparalleled insights.
Why Businesses Need Specialized Engineering Consulting Services?
In a competitive market, strategic planning is crucial. Engineering consultants contribute to the formulation and execution of strategic plans that align with a company’s long-term goals. Their foresight helps businesses navigate uncertainties and seize opportunities.
- Technology Integration: The technological landscape is constantly evolving, and staying up-to-date is a challenge. Specialized engineering consulting services assist businesses in integrating the latest technologies into their operations, ensuring they remain at the forefront of innovation.
- Regulatory Compliance: Navigating the intricate web of regulations is a daunting task. Engineering consultants are well-versed in industry regulations, helping businesses comply with standards and avoid legal pitfalls.
- Cost Optimization: Efficiency and cost-effectiveness go hand in hand. Engineering consulting services identify areas where costs can be minimized without compromising quality, ensuring optimal resource allocation.
- Risk Mitigation: Uncertainty is inherent in business, but effective risk management can turn potential threats into opportunities. Engineering consultants conduct thorough risk assessments, developing strategies to mitigate and navigate challenges.
Converge Engineering Pvt. Ltd: Your Gateway to Excellence
In the realm of Specialized Engineering Consulting Services, one name stands out: Converge Engineering Pvt. Ltd. At CEPL, we bring a wealth of expertise to the table, delivering specialized solutions that propel businesses toward success.
Our Offerings:
- Comprehensive Engineering Solutions: We offer end-to-end engineering solutions tailored to your industry and specific needs from project inception to completion.
- Strategic Advisory Services: Our team of seasoned consultants provides strategic insights to drive your business forward, ensuring you stay ahead of the curve.
- Cutting-Edge Technology Integration: Embrace the future with our expertise in integrating the latest technologies into your operations, enhancing efficiency and competitiveness.
- Regulatory Compliance Assurance: Trust us to navigate the complex landscape of regulations, ensuring your business fully complies with industry standards.
- Cost-Effective Optimizations: We identify opportunities for cost optimization without compromising on quality, helping you achieve maximum value for your investments.
At CEPL, we specialize in various engineering aspects, including Process Engineering, Operator Training Simulator, and FluidFlow Software. These specialized services are designed to enhance efficiency, streamline processes, and seamlessly integrate cutting-edge technologies into your operations.
Partner with CEPL for Success:
Specialized Engineering Consulting Services play a pivotal role in shaping the success of businesses. With the right consultants, businesses can unlock their full potential, overcome challenges, and thrive in today’s dynamic environment.
Contact us to explore how our specialized services can elevate your business. Partner with us, and let’s embark on a journey of innovation, efficiency, and sustainable growth together.
Have you ever wondered what would happen if the Pressure Safety Valve (PSV) is undersized?
A major accident for improper PSV sizing was the BP Texas City Refinery Explosion that happened in the year 2005. The PSV which was supposed to prevent overpressure had been incorrectly sized, leading to insufficient capacity to handle the process flow. As a result, the system pressure increased causing the catastrophic vapor release and subsequent explosion.
Correct sizing of PSV is of paramount importance to ensure efficient operations, prevent equipment damage, and protect personnel.
PSV sizing is carried out according to the equations provided in API 520 Part 1, whereas the selection of PSV size available in the market is provided in API 526.
I hope this was useful to you. Please do share this with your friends.
Take care.
Ajay S. Satpute
Have you ever wondered how the ‘relieving capacity of a PSV’ is determined & what are the factors that affect it?
In simple terms, it’s the maximum amount of fluid a Pressure Safety Valve can discharge when the PSV pops.
Here are the key factors that determine the relieving capacity of a PSV:
- Set Pressure: This is the pressure at which the PSV starts to open and relieve pressure.
- Orifice Size: The size of the orifice (opening) through which the fluid is released affects the capacity of the PSV. A larger orifice allows for greater flow and higher relieving capacity.
- Discharge Coefficient (Cd): The Cd value represents the efficiency of the valve in converting pressure energy into flow. The higher the Cd value, the more efficiently the valve can relieve pressure.
- Backpressure: The pressure downstream of the PSV affects its ability to relieve pressure effectively. Higher backpressure can reduce the relieving capacity of a PSV.
- Temperature: The temperature of the fluid being relieved affects its density and viscosity, which, in turn, impacts the valve’s capacity.
- Overpressure Scenarios: Different scenarios like a blocked outlet, fire exposure, thermal expansion, and other abnormal conditions determine the required relieving capacity.
- Fluid Properties: The characteristics of the fluid being handled, such as density, viscosity, and compressibility, affect how it flows through the valve and consequently the relieving capacity.
So, there you have it! The relieving rate of a PSV is a critical piece of the engineering puzzle. It’s all about ensuring safety by understanding how much fluid the valve can handle when the pressure goes haywire.
I hope this was useful to you. Please do share this with your friends.
Take care.
Ajay S. Satpute
Do you want to know what factors affect PSV sizing?
PSVs are crucial components in ensuring the safety of industrial processes. Let’s dive into the key factors that affect their sizing,
- Fluid Type and Properties: The type of fluid being processed plays a significant role.
- Operating Conditions: Operating conditions, such as temperature and pressure, directly impact PSV sizing.
- Relieving Capacity: The required relieving capacity is a critical factor. It’s important to accurately calculate the maximum flow rate the PSV needs to handle during an emergency.
- Design Codes and Standards: Adhering to industry codes and standards is essential. These guidelines provide a framework for sizing PSVs to ensure uniform safety practices.
- Back Pressure Effects: Back pressure from downstream equipment affects PSV sizing. The valve must be capable of handling the pressure even under varying back pressure conditions.
- Two-Phase Flow Considerations: In cases where fluids can exist in two phases, such as liquids and vapors, additional calculations are needed to ensure effective PSV sizing.
- Special Cases – Steam and Vapor Service: Steam and vapor services require special attention. Their properties can change dramatically with temperature variations, impacting PSV performance.
- By understanding these factors, engineers can ensure the correct PSV size, contributing to the safety and reliability of industrial processes.
I hope this was useful to you. Please do share this with your friends.
Take care.
Ajay S. Satpute
Have you ever wondered how ‘set pressure’ and ‘relieving pressure’ differ from one another? And why does it matter? Let’s break it down in simpler terms.
Say for example you have a 2-phase separator with MAWP of 100 barg. It has a single PSV and non-fire case, so as per Table 1 of API 520 Part 1, one can set that PSV at max. 100 barg. It means when vessel pressure reaches 100 barg, then PSV starts to open.
Also, its overpressure or accumulation shall be a maximum of 10% of MAWP. It means in this case PSV sizing should be such that the vessel pressure should never exceed 110 barg. This maximum allowable PSV upstream pressure is called relieving pressure.
I hope this was useful to you. Please do share this with your friends.
Take care.
Ajay S. Satpute
“Have you ever wondered what are the main factors considered when sizing a pump?”
“Before we dive into the nitty-gritty, let’s understand what pump sizing is all about. It’s the careful selection of a pump’s size to ensure it meets the specific requirements of a given application. Think of it as finding the perfect shoe size – not too loose, not too tight, but just right!”
- Flow Rate (Q): This is the amount of fluid the pump needs to move in a given time. Whether it’s gallons per minute or cubic meters per second, understanding the required flow rate is where it all begins.
- Total Head (H): Imagine a water slide – the total head is the energy needed to push the fluid against gravity and overcome any resistance in the system. It’s like measuring the height of the slide plus the friction your swimsuit encounters.
- Fluid Properties: Different fluids behave differently. Viscosity, density, and temperature impact how the fluid flows through the pump. Thicker fluids might require a larger pump size to handle the increased resistance.
- System Layout: The piping layout and elevation changes in your system affect the head and pressure requirements. A pump must be sized to handle these conditions.
- NPSHA (Net Positive Suction Head Available): Pumps don’t like cavities; they need a certain level of pressure at the inlet to avoid creating bubbles in the fluid. NPSHA takes into account the available pressure at the pump’s inlet.
- NPSHR (Net Positive Suction Head Required): Just as pumps need pressure at the inlet, they have a minimum requirement to avoid cavitation. NPSHR is a value provided by pump manufacturers.
- Efficiency: No one likes wasting energy, and pumps are no different. Engineers aim to select a pump size that operates efficiently to save energy and reduce operating costs.
And there you have it, folks! Sizing a pump is like solving an intricate puzzle – a puzzle that ensures smooth fluid flow, efficient operation, and longer pump life.
I hope this was useful to you. Please do share this with your friends.
Take care.
Ajay S. Satpute
Nobody likes a chattering PSV. But do you know what causes PSV to chatter?
Chattering is the rapid, alternate opening and closing of PRV.
The resulting vibration may cause misalignment, valve seat damage, and if prolonged, can cause mechanical failure of valve internals and associated piping
Chatter may occur in either liquid or vapor services.
Reasons for chattering:
- Excessive pressure drop of PSV inlet line
- Excessive built-up back pressure
- Oversized valve
- Set pressure is equal to or very close to the operating pressure
- Multiple PSVs with the same pressure setting
Ways to avoid chattering:
- Avoid long pipe runs.
- Avoid bends.
- Inlet line size must be at least equal to PSV inlet flange size.
- Discharge line diameter should be at least equal to PRV outlet flange size.
- Inlet piping should slope continuously upward from the vessel to avoid traps.
I hope this was useful to you. Please do share this with your friends.
Take care.
Ajay S. Satpute
Have you ever wondered on what basis we select a PSV?
The answer to the question depends on several factors such as;
- Pressure Rating and Set Pressure – The PSVs pressure rating must match or exceed the maximum operating pressure of the system it is protecting.
- Capacity and flow rate – The PSVs capacity and flow rate must be sufficient to handle the maximum possible flow of fluid or gas during an overpressure event.
- Temperature rating – The PSV should be compatible with the operating temperature of the system to prevent degradation or malfunction due to extreme temperatures.
- Material compatibility – The materials used in the construction of the PSV should be compatible with the fluid or gas being relieved.
- Type of PSV – The type of PSV selected (conventional spring-loaded, pilot-operated, or balanced bellow) depends on the backpressure.
- Vibrations and Pulsations – Systems with vibrations or pulsations require PSVs that can handle such conditions without premature opening or malfunction.
Overall, the selection of a pressure safety valve requires a thorough understanding of the system, its operating conditions, and the potential risks associated with overpressure events.
I hope this was useful to you. Please do share this with your friends.
Take care.
Ajay S. Satpute
Have you ever wondered how the pump characteristic curve relates to the pump system curve?
The pump system curve and the pump characteristic curve are both important concepts in fluid dynamics and pump operation. Let’s understand how they relate to each other:
- Pump Characteristic Curve: The pump characteristic curve is a graphical representation of a pump’s behavior under various operating conditions. It shows how the pump’s flow rate (Q) and head (H) vary with changes in the pump’s operating point. It helps understand the pump’s efficiency and capacity.
- Pump System Curve: The pump system curve represents the hydraulic behavior of the entire pumping system, including all the pipes, valves, fittings, and equipment connected to the pump. It illustrates the relationship between the required flow rate and the system’s pressure losses.
Relation between the Two: The pump system curve and the pump characteristic curve are interrelated in determining the operating point of a pump within a specific system. The point of intersection between the pump system curve and the pump characteristic curve represents the actual operating point of the pump in that particular system.
Here’s how they relate:
- Operating Point: The operating point of the pump is where the pump’s characteristic curve intersects the pump system curve. This point indicates the flow rate and head that the pump will deliver when operating within the specific system.
- Efficiency: The pump efficiency can be evaluated by comparing the operating point to the pump’s Best Efficiency Point (BEP) on the characteristic curve.
- Mismatch: If the pump’s characteristic curve and the system curve do not intersect, the pump will not be able to provide the required flow rate and head for the system’s demand.
In summary, the pump characteristic curve describes the pump’s performance capabilities, while the pump system curve describes the hydraulic requirements of the entire system. The point where these curves intersect determines the pump’s actual operating point within the specific system.
I hope this was useful to you. Please do share this with your friends.
Take care.
Ajay S. Satpute
We have been living in a society, where women are supposed to be worshipped/respected.
यत्र नार्यस्तु पूज्यन्ते रमन्ते तत्र देवता
Perhaps, we, as a society, started with that, but then we veered off and started off doing exactly the opposite. Now this generation of women has to fight for equal rights and opportunities. The concept of women’s equality is quite weird, as women cannot be equal to men, they are and will be always far superior to men. It’s their modesty, that they want to settle for equality.
I am very lucky to have known several wonderful women. The first one I saw was my mom. She is the reason; I feel terrified if I think of doing something wrong. She believes in correcting rather than punishing. She taught me that good or bad times are not permanent, so try enjoy or learn from it.
Both of my sisters, even though, they made me work for them all my childhood as I was the youngest, I never realized then that it was just a prep for my post-marriage life. Well jokes apart, they have been a great influence on me right from day 1 (I mean, literally). They taught me that being respectful to a lady is mandatory. They have faced several challenges, hardships in life but came out as a winner. They are a huge inspiration for me.
Barring the first 17 years of my life, my wife has occupied almost all of my mind space. She made me realize that a woman can be sensitive, sweet, supportive, gentle, warm, empathetic, affectionate, tender, emotional, kind, helpful, devoted, and understanding. Also, a woman can be as tough as nails, when needed. I have been a great fan of her as whatever she does, she does great, whether founding a company or running it or raising kids or taking care of the home or taking care of community animals.
Daughters can be the greatest teachers if you care to listen to them. They are the source of motivation and the reason why you should be a better person. Nothing can be more divine and soothing than the sight of your daughter. I’m grateful to God that I have two daughters, who make my life worth living. Just because they are young, that doesn’t mean that they are weak. Last week only my teenage daughter stood her ground in front of 8 animal haters while she was feeding community dogs in our society. I never thought that she was so strong-willed like her mom.
In our society, we have so many examples of women leading from the front, like Indira Gandhi, Kalpana Chawla, Sudha Murthy, Kiran Bedi, Surekha Satpute, Sindhu Tai Sapkal, Lata Parmar, Lata Mangeshkar, and many more. They have paved the way for the next generation of world leaders. They all have shown us that if given an opportunity, women excel in whatever field they choose.
Time has come we all acknowledge that every woman is the incarnation of three goddesses; Laxmi, The goddess of wealth; Durga, The goddess of power and Saraswati, the goddess of wisdom. For a stronger, better world, we, men, must rely on Women’s Empowerment. It is more beneficial for men than it is for women.
Ajay.S.Satpute
Hello everyone,
My name is Ajay and I pretend to do something in Converge Engineering Pvt. Ltd. Today I’ll talk about the employee attrition rate and if it can be minimized.
Well, everybody knows that employees stay when they are;
Paid well
Mentored
Challenged
Promoted
Involved
Appreciated
Valued
Empowered
Trusted
Did I mention Paid well?
You can find this on any google page, so it must be correct, right?
If you try to quantify these 9 reasons using the pie chart, then the outcome would be quite obvious, that “Paid well” contributes 99% of the pie.
Let’s try to visualize this.
Option 1 is you are well paid, but the job is rather boring.
Option 2 is money is not good, but the job is awesome.
So, where do you think you would stay longer?
Of-course Option 1, where money is good.
No surprise there.
And this decision is quite understandable, as one has bills to pay.
Up to this, was the common narrative that nobody has any problem with.
Now let me share a different perspective, an employer’s point of view.
I am going to generalize things. So there will be a few things that do not match your equation.
There are 2 types of employers, small and big. Big means like Worley, Technip, TCE etc. etc. And small means like any start-up.
Big companies have enough budget to hire experienced engineers.
And small companies do not have much budget, so they hire freshers.
Big companies do not have to spend money on training freshers.
Small companies do not have any choice but to train freshers.
Big companies’ engineers prepare datasheets after datasheets for years.
They get bored and eventually leave to join another big company.
Small company’s engineers prepare simulation reports, handle clients, take decisions and eventually become experts.
These guys then become employable by big companies.
So the job of small companies is to train freshers so that they can be hired by big companies after years of rigorous training.
And the job of big companies is not to hire freshers, but to wait for others to train them, then pay them a little more, so that they jump ship.
So one might ask if you are so sentimental then why don’t you increase their salary so that they don’t leave?
It’s a valid suggestion, but the salary of an employee is decided by how much money he/she is bringing to the company and how much the company is willing to give him/her his/her share of the cake.
If there is profit, then adequate incentives should be given.
If any company is not doing that, then it’s exploitation, nothing else.
And also how much salary is deemed enough, as even high-paying companies like Google or Apple also have employee attrition.
There are many ways small companies try to discourage employee attrition.
They keep the notice period of 3 months as no prospective employer would wait for 3 months.
Sometimes they keep a bond of some considerable amount.
Nevertheless, such measures wouldn’t always retain the employees.
Almost all the time I have been hiring process engineers from the pool of my process design course students.
Many of them are either freshers from some lesser-known engineering college or they are from the operating company working as shift in-charge.
They would kill for a consultancy job. But no consultancy, small or big, hires them, as nobody wants to spend time and money to train them.
When I hire them, I make sure they learn the consultancy business and then contribute to the growth of the company.
Is it unfair for an employer to expect some kind of loyalty from the employee like they should take the contribution part seriously as well, not just the learning part.
No employer dares or cares to say these things out loud as it would have the backlash. But someone needed to say this anyway, so it was done.
You all have a nice day.
Ajay S. Satpute
Dogs are wonderful creatures, perhaps the best that God had to offer. As per mythology dogs are considered as protectors of the gates of heaven as well hell. Lord Dattatray is associated with four dogs, which symbolizes the four Vedas. Black dogs are considered to be the incarnation of God Bhairava. In Mahabharat, Yudhishthira insisted that the dog should be allowed to enter heaven. Nepal has a dog festival that is celebrated to thank dogs for their loyalty and protection. All the major religions teach us to be kind to dogs and take care of them.
However, our society is extremely divided when it comes to community dog issues. The first group includes people who do not care about dogs (it is not necessarily a bad thing though), whether they are around or not. Thankfully this group always has the majority. The second group that is very easy to identify is the one who likes to stay away from dogs. Perhaps due to some incident that happened in their childhood (dog chase or dog bite), they are scared of even puppies. There is a sub-class in this group. A small percentage of this second group turns out to be animal haters, henceforth shall be called Animal Haters. And the majority can co-exist with dogs as long as they maintain social distancing. There is this third group who is animal lovers, henceforth shall be called Animal Lovers, who may or may not have a pet dog at home, but still take active participation in dog welfare activities like vaccination, neutering, feeding, medical treatment and most importantly caring for them.
Especially when a new residential complex is built, there is always some fight between Animal Lovers and Animal Haters.
There are 2 reasons why there is a fight;
Unwillingness to co-exist with the community dogs
Ignorance of prevailing laws that protect animal rights
1. Unwillingness to co-exist with the community dogs
Animal Haters do not want to co-exist with the community dogs. As they had to pay a huge amount to purchase the new house, probably they had to sell their humanity to arrange for the down payment. They do everything in their power to stop dog feeders from feeding the dogs. They come as a group and hurl abuses. They ridicule the feeders for their work. They taunt the feeders that if they care so much about the dogs, then why don’t they take all of them home. They don’t understand that dogs are territorial animals. They are naïve to expect that all the packs would just walk to the feeding spot, eat the food together and go back to their territory without any fight. They would rather let starve the dogs to death than let feeders feed them.
2. Ignorance of prevailing laws that protect animal rights
Animal Welfare Board of India (AWBI) is a government entity that works for animal rights protection. It has provided all the guidelines and laws related to community animals. Hurting, starving, poisoning animals are punishable offenses as per Section 11(1), Prevention of Cruelty to Animals Act, 1960. It is the housing society’s responsibility to provide food and water in the absence of feeders as per CS(OS) 277/2020, Order dtd. 24.06.2021, Delhi High Court, Article 51A(g) of the Indian Constitution. Lifts, parks, public areas shall be made available to pets as per WP(C) 13603/2021 Order dtd. 02.11.2021, Kerala High Court. Threatening feeders physically or emotionally is a crime as per Article 51A(g) of the Indian Constitution, Section 506, IPC. Government employees who indulge in any act of cruelty to animals may lose their job as per Circular issued by the Dept. of Personnel & Training, Office Memorandum, Letter No. F.No. 30/09/2006-Welfare, dtd. 26th May 2006. These are the select laws applicable. But animal haters are ignorant about the animal rights protection laws.
They believe that where there is people’s movement, no dogs can be fed. However, New Delhi High Court judgment dated 24-06-2021, clearly states that the feeding spots being frequented by residents shall not be an excuse to avoid demarcating these areas as feeding areas.
In the last 6 months, I have heard this phrase several times from Animal Haters, that is “I have/had a dog for several years. So I am not a dog hater”. These guys usually belong to the pet parent groups. These guys usually start off well as Animal Lovers. But soon they realize that they love only their pet and not the community dogs.
Our society is pro-human. The Animal Haters to Animal Lovers ratio is typically 10:1. Hence it takes a great deal of courage to fight for the rights of animals, not only against Animal Haters but also the System, which, despite having clearly defined laws, chooses to suppress the voice of voiceless animals.
So how to win over the Animal Haters who believe that the majority shall decide whether community dogs live or die? It is quite simpler than many think. The first thing one needs to do is get acquainted with the different laws, guidelines, and court judgments regarding these matters. Secondly contact an NGO that works for animal welfare, like PFA (People For Animals). Thirdly do not hesitate to file NCR or FIR against the Animal Haters. Police, in most cases, are unaware of the laws that protect animal rights. Hence one needs to educate the police as well. And finally, believe in our constitution and do not argue with the Animal Haters, but make sure to video record, whatever rubbish they have to say while they are harassing you. These fights usually die off after a few months, if one follows the above steps.
To summarize, if you are a feeder, then it’s not enough that you have compassion for the community animals, you must also be aware of Animal Rights and must not hesitate to object to any animal rights violations.
Ajay S. Satpute
One buys a product assuming that it will function as per its specifications. But when it doesn’t, then the seller gives the buyer a hard time and tries to quote some section in the bill which is in font 2, saying as per that section it is not possible to refund or replace the faulty product. Then the buyer is in a dilemma, whether to pay extra for the repair cost or file a case against the seller. In almost all the cases, the buyer chooses the former options for a variety of reasons, the most important being, who is going to visit the court for years to fight for this injustice.
In this blog entry, I am going to try and convince you to choose the latter option with my own experience.
A. On 19th Feb. 2020 I ordered ASUS laptop (worth Rs 1.2 lakh), which was delivered on 24th Feb. On 5th March. I realized that it doesn’t get connected to a projector. I complained to customer care on the same day.
ASUS engineer came to check on 9th & 12th March and told that it has got some manufacturing defect. ASUS wanted to take my brand-new laptop and “repair” it. I told them that I do not trust their product and I need a refund.
ASUS declined it. There were over 15 emails & countless calls to ASUS spanning 7 months, but it seems they were adamant on repairing part.
Then I filed a complaint in October 2020 against ASUS Technology Pvt. Ltd. in Consumer court, Bandra with a request to refund + Rs. 1 lakh compensation. Once my petition was admitted by Hon. Judge, I informed the same to ASUS.
Miraculously, now ASUS wanted to initiate the procedure for a refund.
I got my money back by January 2021.
B. With the same money, then I bought OMEN HP laptop on 31st March 2021 from Reliance Digital Retail Limited, Mulund. The screen freezing problem started appearing in June 2021. I tried to call Reliance Digital Mulund for them to visit me and check the laptop. But their team asked me to come to the store with the laptop. While selling the laptop, their sales team was boasting about their post-sales customer care experience.
I went to Reliance Digital Mulund on 16th August 2021 and after checking the laptop, the technician informed me that there was a BIOS update issue that was pending and now it had been resolved after the BIOS update. That, however, did not resolve the issue.
I registered a complaint by calling HP customer care number on 18th August 2021. HP customer care executive did the Windows update and informed that the problem is resolved and closed the case. That, too, did not resolve the issue.
HP service engineer replaced the SSD on 3rd September 2021 and informed that the problem is resolved. But that did not resolve the issue.
On 14.10.2021 HP service engineer replaced the motherboard. But that did not resolve the issue.
Later HP wanted to take the faulty laptop and repair it in their workshop. To that, I said, No. I had been overly patient with HP’s trial and error. I informed them that either they refund my money or I will file a complaint in Consumer Forum, Bandra.
HP thought I was bluffing initially, so they did not pay heed to my request. But when I sent them a formal complaint letter to them, then they paid my money in full.
The conclusion from the above examples is that big brands care too much about their brand value in the market. Any reference of any consumer case in social media can hamper their product sales. Therefore, every dissatisfied consumer should approach the consumer forum. The procedure is also extremely simple.
Steps to file a complaint in consumer forum:
Step 1: Write a formal complaint letter (word file, pdf and sign) to the company and send it via speed post/registered post or courier. Please make sure you get the receipt that your post has reached the company. Refer to Annexure D for reference. I had used a lawyer for the same, but it is unnecessary.
Step 2: Wait for 1 month (after the post has reached) for the company’s reply.
Step 3: Assuming there is no reply from the company, prepare the following documents; Take the print on green paper. Sign on each page as a true copy. Also, sign at relevant sections.
a. Index (refer page A)
b. Synopsis (refer page 1 to 2)
c. Main complaint (refer page 3 to 7)
d. Affidavit (refer to page 8). No stamp paper is required.
e. List of documents (refer page 9)
f. Annexure A (Aadhaar card – photocopy)
g. Annexure B (product purchase bill – photocopy)
h. Annexure C (email correspondence with the company)
i. Annexure D (copy of the legal notice sent to the company with the postal receipt that post was received by the company)
j. Memorandum of address (refer page 57)
k. Statement of the claim (refer page 58)
Step 4: Make 4 sets of the above documents. One copy will be with you for future reference. Each of the remaining sets shall be put in hard paper folders and submitted in person to the nearest consumer forum. I had gone to Bandra consumer forum. This step is called submitting a petition to the court. They don’t give any receipt of that submission.
Step 5: After a week, you will get a call from the consumer forum clerk that you have an appointment with the hon. Judge.
Step 6: You explain your case to the hon. Judge and if he/she is satisfied, then your case will be admitted. This time the company representative will not be there. Hon. Judge will give you a date. On this date, you and the company representative will fight the case further.
Step 7: Well, this (Tarikh pe Tarikh) goes on for months or years. But mostly company initiates out-of-court settlements.
Please refer to the below links for the reference attachments.
https://drive.google.com/file/d/1RDHjO6aX2glCndJQrbHte4ap96FKjJq-/view?usp=sharing
Ajay. S. Satpute
There are only a few teachers, mentors, and seniors who remain very dear to me and in various capacities, they had shaped my professional and personal life. However, the teachers who I liked the most, were not liked by all of my friends. Similarly, the teachers liked by others, were not necessarily liked by me. Many times, on Facebook, I’ve read posts made by my friends on some teacher’s birthday writing many nice things about them, all straight from their hearts and I’ve always wondered whether we were talking about the same individual, as I rarely share their feelings.
When a teacher teaches a subject, he or she does so for all the students in the class at the same time. How is it that only a few understand it well while others do not? The former category of students finds the teacher awesome and the latter, awful, whilst the teacher has taken the same efforts for all. So one can conclude that it is extremely important for a teacher to connect well with all the students.
Last month I visited my daughter’s college for a PTM (Parents Teachers Meeting) where she is pursuing her Diploma in Chemical Engineering. I took the opportunity to ask her teachers what they do to make subjects more interesting considering that all her subjects right from first to the third year, are theoretical. Unfortunately, I could not get a straight answer from anyone.
Not too long ago, one of my LinkedIn contacts sent me a message saying he wanted to buy my book (Process Plant Design & Simulation Handbook) and I connected him to my team. He made a special request that I sign the book for him to which I replied by saying that I’m no celebrity, to which he replied, “Yes, you are as you are a teacher”. That made me think that teachers should be considered celebrities in our society.
Teaching is not a profession, but a great responsibility. A good teacher can make students like a subject and a bad one can do just the exact opposite. So after handing over a batch of 60 students to a teacher, shouldn’t we evaluate the performance of the teacher as well?
Ajay. S. Satpute